
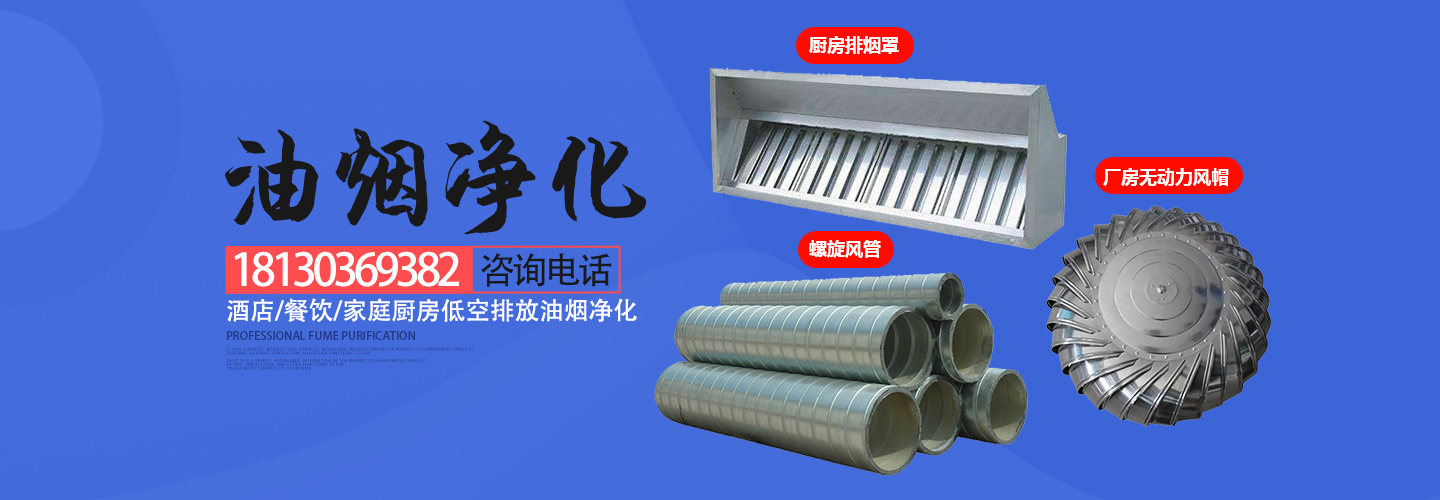
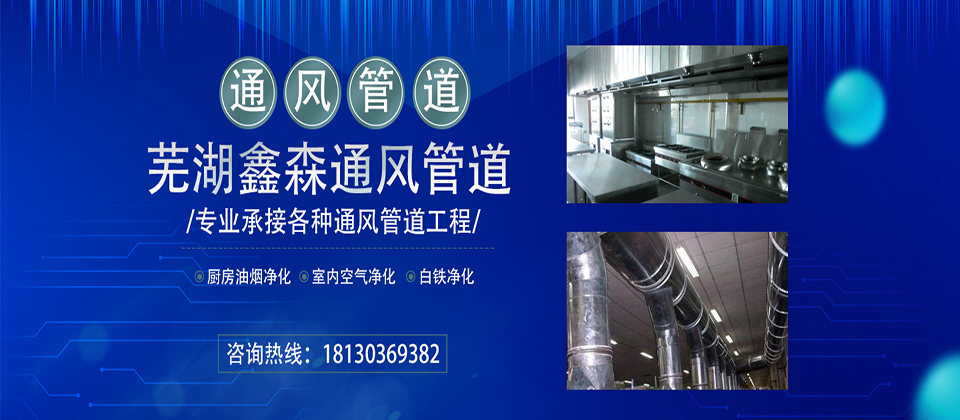







通風管道安裝
風管可現場製作或工廠預(yù)製,風管的製作方法分為咬口連接、鉚釘連接還有焊接。
1、咬口連接。這種(zhǒng)連接適用於厚度不大於1.2mm的普通薄鋼板和鍍鋅薄鋼板、厚度不大於(yú)1.0mm的不鏽鋼板以及厚度不大於1.5mm的鋁板。
2、鉚釘連接。
3、焊接。因通風中央空調(diào)風管密封要求較高或板材較厚不能用咬口連接時,板材的連接常采用焊接。常用(yòng)的焊接方法有電(diàn)焊、氣焊、錫焊及亞弧焊。
管徑較大的風管,通風管道,為保證斷麵不變形(xíng)且減少(shǎo)由管壁(bì)振動而產生的噪(zào)聲,需(xū)要加固。
當管徑大於700mm,且管段較長時,每隔1.2m可用扁鋼平加固。矩形風管當邊長大(dà)於或等於630mm,管段大於1.2m時,均應采取(qǔ)加固措施。邊長小於或等於800mm的風管,通風管道生產廠(chǎng)家,宜采用棱筋、棱線的方(fāng)法加固。當(dāng)中、高壓風管(guǎn)的管段長大於1.2m時(shí),應采用加固框的形式加(jiā)固。高壓風管的單咬口縫應有加固、補強措施。


由於人們環保意識的增強,市場(chǎng)上對鍍鋅螺旋風管需要也越來越大,螺旋風管機被廣泛應用,螺旋風(fēng)管(guǎn)生產線是怎(zěn)麽工作的,以下簡單介紹螺旋風管的(de)工作原理:
1、卷料—上料—調平壓筋(jīn)—< 折彎—剪切,工業通風管道,與轆骨機及相應角鐵或插條配套可成插接式法蘭;
2、剪切下(xià)料(liào),可與等離子切割機配(pèi)合使用 ;
3、衝剪方口尖(jiān)口—剪切下料,可與(yǔ)T-12、TDF折邊機、轆骨(gǔ)機與(yǔ)相應角碼生產TDF(自成法蘭)風管;
4、衝(chōng)尖口(kǒu)—雙機聯動成形—折彎、剪切—兩骨相扣成單平咬口,與插接式法蘭條配套(tào)可生產扡接式法蘭(lán)。

通風管道的生產以及焊接技巧有哪些(xiē)呢?下麵蕪湖色婷婷一区二区三区AV免费看小編來帶(dài)大家了解下。
1、通風管道(dào)的焊接,可用非熔化極弧焊;當板材的厚度大於1.2 mm 時,可采(cǎi)用直(zhí)流 電(diàn)焊機(jī)反(fǎn)極法進行焊接,但不得采用氧乙(yǐ) 氣焊焊接。焊條或焊絲材質應與母材相(xiàng)同,機械 強度不應低於母材。
2、焊接前,應將焊縫區域的油(yóu)脂、汙物清除幹淨,以防止焊縫出現(xiàn)氣孔、砂眼。清洗可用氣油、 等進行。
3、用電弧焊焊接不鏽鋼時,應(yīng)在焊縫(féng)的兩側表麵塗上白堊(è)粉,防止飛濺金屬粘附在板材的(de)表 麵,損傷板(bǎn)材。
4、焊接後,應注意(yì)清除焊縫處的熔渣(zhā),並用不繡鋼絲刷或銅絲刷刷出金屬光澤(zé),再用酸洗膏(gāo) 進行酸(suān)洗(xǐ)鈍(dùn)化,蕞後用熱水清洗幹淨。
5、風管應避免在風管焊縫及其邊緣處開孔。

您好,歡(huān)迎蒞臨蕪湖色婷婷一区二区三区AV免费看,歡迎(yíng)谘詢...
 觸屏版(bǎn)二維碼 |





