
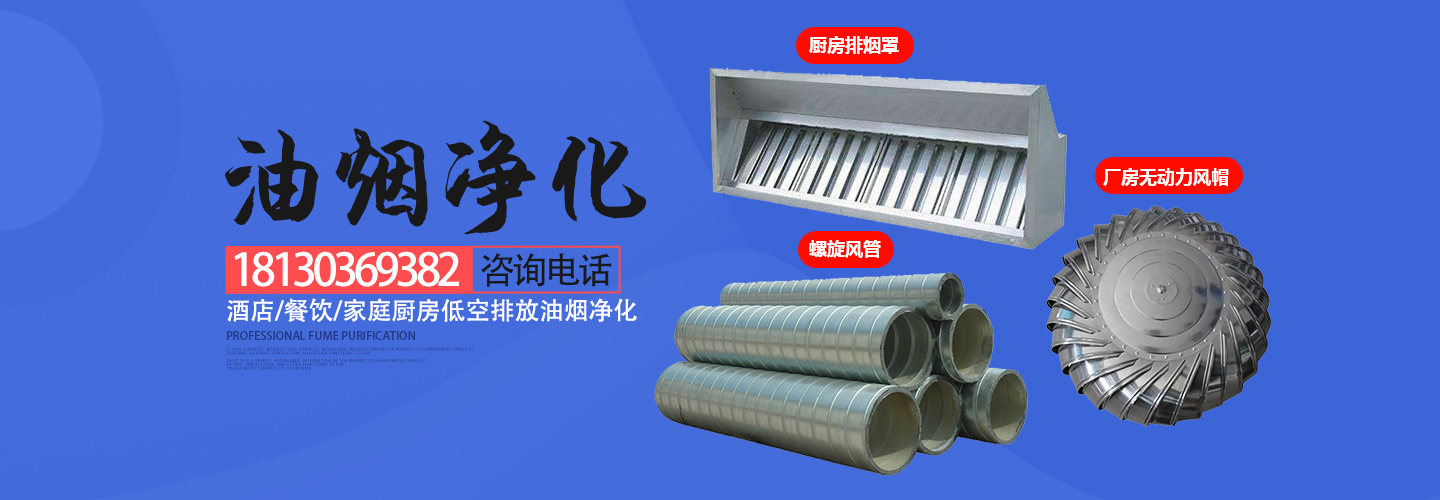


焊接螺旋風管需(xū)要注意的問題(tí):
1、焊前準備
(1)根據板厚形式,采用機械(xiè)加工、等離子孤切割或碳弧氣刨等方法下料加工坡口,為(wéi)了避免飛濺金屬損傷,在使用碳弧氣刨和開坡口和手工電弧(hú)焊接時,應(yīng)在坡口兩(liǎng)側塗上石灰粉(fěn)。
(2)坡口形式宜采用V 形坡口,要采用較小的焊接電流,這樣可以防止不鏽鋼產生晶間腐蝕。
(3)為了滿足接頭具有相同(tóng)的性能,應遵循“等(děng)成分”原則來選擇焊接材料,同時要注(zhù)意接頭中的鐵素體不能太多,這樣是為了增強接頭抗熱裂紋和晶間腐蝕能力。
(4)應采用嚴格的定位焊,遵循“短而厚”、“點焊不焊透”的原則。
2、焊接技術要求
(1)手工電弧焊時焊機應采用直流反接,亞弧焊時應采用直流正接。
(2)在焊接前,應將焊絲(sī)用不鏽鋼絲刷掉表麵的氧化皮,並用(yòng)丙同清洗,然後(hòu)進行烘幹,隨取隨(suí)用。
(3)打底焊(hàn)時焊縫厚度應盡量薄,這(zhè)樣利於與根部熔合良好;收弧時要成緩坡形,如有收弧縮孔,應用磨光機磨掉。必須在坡(pō)口內引弧熄弧(hú),熄弧時應填滿弧(hú)坑,防止弧坑裂紋。
(4)為了防止碳化物析出敏(mǐn)化及晶(jīng)間腐蝕,應嚴(yán)格控製層間溫度和焊後冷卻速度,所以要求焊接(jiē)時層間溫度控製在60℃ 以下。
(5)在施(shī)焊時盡量使用弧焊搖(yáo)把技術,該技(jì)術能很(hěn)好的控製焊層(céng)表麵(miàn)顏色以及成形,焊接效果比較理想。







不鏽鋼風(fēng)管的布置和安裝有哪些呢,小編給大家簡單介紹一下:
1、箍接:主要用於連接圓形風道與鋼板螺旋(xuán)風道。首先(xiān),將每個管段的兩端(duān)滾出鼓肋,一端收縮成一個小開口。根據(jù)氣流方向將小開(kāi)口安裝到大開口中。兩端的鼓箍與外麵的鋼箍緊密連接。將耳釘插入耳釘(dìng)中間固定並(bìng)擰緊。
2、插入(rù)式連接(jiē):主要用於矩形或圓形風管連接。首先製作連接管,然後插入兩側的(de)氣管,然後(hòu)用(yòng)鉚釘緊固。
3、插頭連接:主(zhǔ)要用於(yú)矩(jǔ)形風(fēng)管連接。在管道的兩端插入不同類型的插入件,並將它們壓緊。
4、軟管連接:主要用於連接風管與部件(如散熱(rè)器、靜壓箱側出風口等)。安裝時,軟管的兩端(duān)套(tào)在連接的管道外,然後用特別柔軟的夾緊軟管。


通風管道(dào)製作如下:
所謂的三通就(jiù)是三個方麵通暢(chàng)的一(yī)個(gè)通風管道風管接口,其(qí)主要用途是在除(chú)塵工程,通風工程(chéng)這(zhè)方麵(miàn),為了更好的(de)銜接三通管道,往往我們會采用鍍鋅板(bǎn)進行製作。
其通風管道使用的比較廣(guǎng)泛,製作成(chéng)本低,安(ān)裝方便。
通風管道的介紹:
通風管道的俗稱:三個孔都是通的(de)管道連接器,它是分配兩個(gè)支管接引出來,做(zuò)到分(fèn)支(zhī)的作用,在廠房(fáng)布置中可以有效同時對兩台機器進行(háng)除塵作用(yòng)。同時在通風工程中(zhōng)可以對(duì)每(měi)個部位進行的氣流排出。


您好,歡迎蒞臨蕪(wú)湖色婷婷一区二区三区AV免费看,歡迎(yíng)谘(zī)詢...
 觸屏版二維碼 |





